
What are the factors that affect extrusion force?
What are the factors that affect extrusion force?
Extrusion is a metal forming process in which a billet with a large cross-sectional area is reduced to a smaller cross-sectional area by forcing the billet to flow through a die.
The extrusion force refers to the pressure that the extrusion ram acts on the billets through the dummy block to make the metal flow out of the die hole.
During the extrusion process, the extrusion force changes with the movement of the extrusion ram.
You can refer to the extrusion force change during the extrusion process.
The main factors affecting the extrusion force are: metal deformation resistance during extrusion, deformation degree (extrusion ratio), extrusion speed, friction conditions between the billets and die contact surface, extrusion die angle, product section shape, billets length and extrusion method.
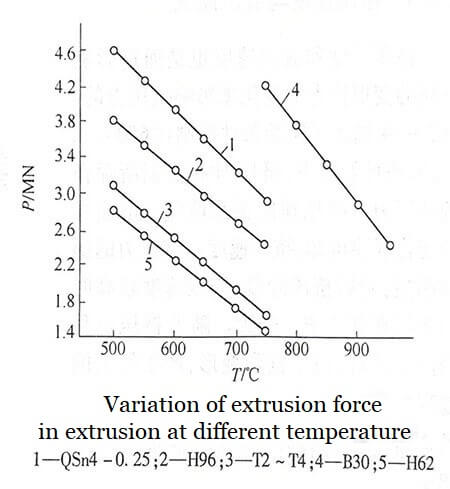
1. Extrusion temperature and deformation resistance
The extrusion force is proportional to the deformation resistance of the metal, but due to the non-uniformity of metal composition and temperature, the deformation resistance is also not uniform.
As the temperature increases, the deformation resistance of the metal decreases, and the extrusion force also decreases.
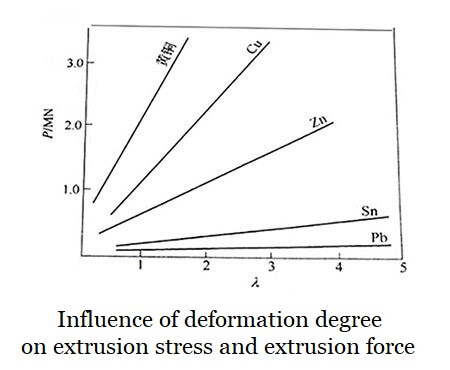
 2. Degree of deformation
2. Degree of deformation
The degree of deformation is also proportional to the extrusion force.
As the degree of deformation (extrusion ratio λ) increases, the extrusion force increases.
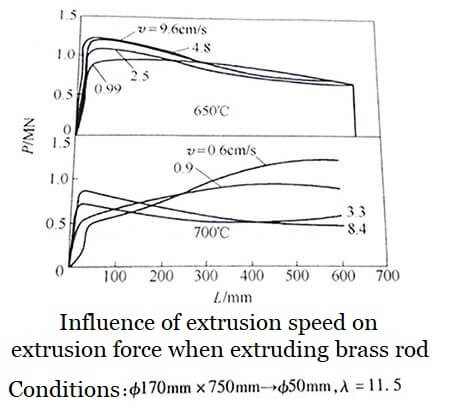
 3. Extrusion speed and outflow speed
3. Extrusion speed and outflow speed
The extrusion speed and outflow speed also affect the extrusion force by affecting the deformation resistance of the metal.
At the beginning of the extrusion stage, the extrusion speed is high, and as the extrusion progresses, deformation heat is generated, and the extrusion force gradually decreases.
If a lower extrusion speed is adopted, the extrusion force may gradually increase due to the cooling effect of the extrusion cylinder.
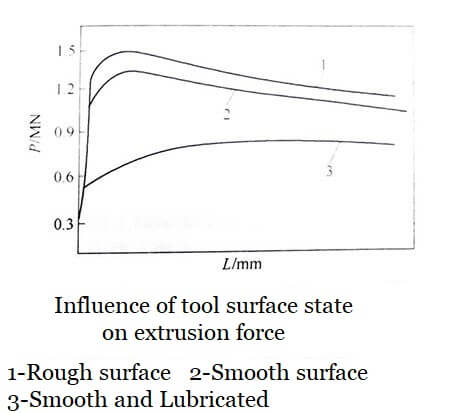
4. Friction and Lubrication
In the extrusion container, the deformation zone and the working belt, the metal is rubbed.
Friction increases, extrusion force increases, friction decreases, extrusion force decreases.
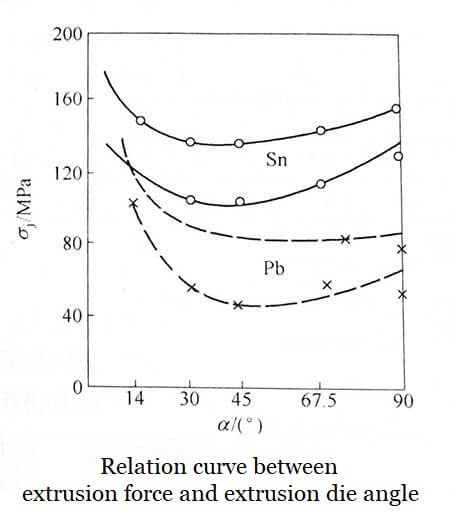
5. Extrusion die angle
Extrusion die angle is an important factor in the manufacturing process, as it is a large determinant in the flow of material.
The amount of force necessary to form a certain cross-section will vary with different die angles.
A lower angle will create more friction at the work-die interface.
The extrusion die angle has a significant effect on the extrusion force.
When the extrusion die angle changes from 0° to 90°, the extrusion force decreases as the angle α increases.
When α is between 45°-60°, the extrusion force has a minimum value, and as the angle continues to increase, the extrusion force begins to increase again.
 6. Product section shape
6. Product section shape
The cross-sectional shape of the product has a significant impact on the extrusion force only in the case of more complex conditions.
In general, the influence of the section coefficient is not considered.
7. Billet length
During forward extrusion, the billet and the extrusion cylinder have greater frictional force, so the longer the billet length, the greater the extrusion force.
During backward extrusion, the length of the billet has no effect on the extrusion force.
8. Extrusion method
For extrusion under the same conditions, the extrusion force of backward extrusion is generally 20-30% smaller than that of forward extrusion.
Brightstar Aluminum Machinery provides not only aluminum profile shape corrector, aluminum profile wrapping machine and aluminum profile polishing machine auxiliary equipment, but also wood grain effect sublimation machine, aluminum profile brushing cleaning machine and aluminum profile shot blasting machine etc for our customers.
Turnkey project and completed solution, package deal and one-stop service.
Contact us now for your aluminum project solution!
More Information I Want To Know
 What is the cost of setting up an aluminum extrusion factory?
What is the cost of setting up an aluminum extrusion factory?- How to choose the tonnage of aluminum extrusion press?
- What equipment is needed to set up an aluminum extrusion factory
- Part nine:Die line,extrusion defect analysis and quality control method
- Aluminum extrusion cold working process:roller correction
- How to optimize aluminum extrusion and heat treatment processes









Excellent website. Lots of useful information here. I am sending it to several friends ans additionally sharing in delicious. And certainly, thanks on your effort!
Dear Sir
Thank you for your kind comment
Hope it can be of any help
Best Regards
Brightstar Aluminum Machinery
Good information for beginners like me thank you for sharing!!
Dear Mr Barje
Thank you for your kind comment
Hope it can be of any help, please visit our blog for more information
Best regards
Brightstar Aluminum Machinery