
Pulse bag dust collector
Pulse bag dust collector
Main Application
BS low-voltage pulse long bag dust collector is developed based on the pulse-type dust removal technology, and the requirements of meeting the needs of large air volume inlet.
It not only features in characteristics of strong cleaning capacity, high dust removal efficiency, low emission rate enjoyed by a jet pulse dust collector, but also is endowed with a stable and reliable working condition, low gas consumption and a small coverage, especially for dealing with a large amount of air flue gas.
It can be widely used in the large air volume of flue gas purification among metallurgy, machinery, chemicals, building materials and other industries.
The pulse bag dust collector is a highly effective air filtration system used in various industrial settings, including aluminum melting workshops.
It plays a crucial role in controlling dust and emissions, creating a safer and cleaner working environment while adhering to environmental regulations.
Function:
Dust Capture: Air containing dust particles is drawn through the system by a powerful fan.
Filtration: The dust-laden air enters a chamber containing filter bags made of woven fabric. These bags trap the dust particles as the air passes through them.
Pulse Cleaning: Periodically, a short burst of compressed air is pulsed through the bags, dislodging the accumulated dust and sending it falling down into a hopper below.
Clean Air Discharge: The filtered air is then released back into the atmosphere through a chimney or exhaust vent.
Features:
Modular design: Allows for easy customization and scaling to fit the specific dust generation needs of the aluminum melting workshop.
High filtration efficiency: Can capture even fine dust particles down to sub-micron sizes, ensuring clean air quality.
Automatic pulse cleaning system: Ensures efficient and continuous dust removal without manual intervention.
Durable filter bags: Made from materials like Nomex or PTFE to withstand high temperatures and harsh environments typical of aluminum melting workshops.
Easy maintenance: Access panels and quick-release filter bag cages simplify bag replacement and overall maintenance.
Advantages:
Improved air quality: Creates a safer and healthier work environment for employees by reducing dust exposure.
Reduced environmental impact: Minimizes harmful air emissions, helping to comply with environmental regulations.
Enhanced productivity: Improved air quality can lead to better employee health and reduced downtime due to respiratory issues.
Material recovery: Collected dust can be recycled or reused, maximizing resource utilization and minimizing waste.
Increased equipment lifespan: By preventing dust buildup on equipment, the dust collector can help extend the life of machinery in the workshop.
In aluminum melting workshops specifically, pulse bag dust collectors are crucial for capturing fumes and dust generated during various processes, such as:
Furnace operations: Capturing aluminum oxides and other molten metal particles released during melting and casting.
Grinding and polishing: Removing dust generated from cutting, grinding, and polishing aluminum profiles.
Material handling: Controlling dust released during transportation and handling of raw materials and finished products.
Overall, pulse bag dust collectors are essential equipment for any aluminum melting workshop looking to ensure a safe and healthy work environment, comply with environmental regulations, and improve overall operational efficiency.
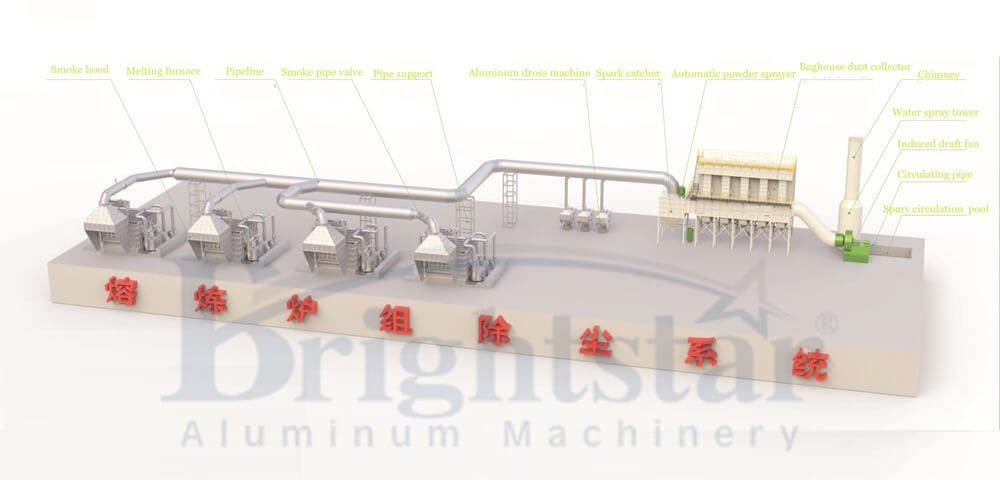
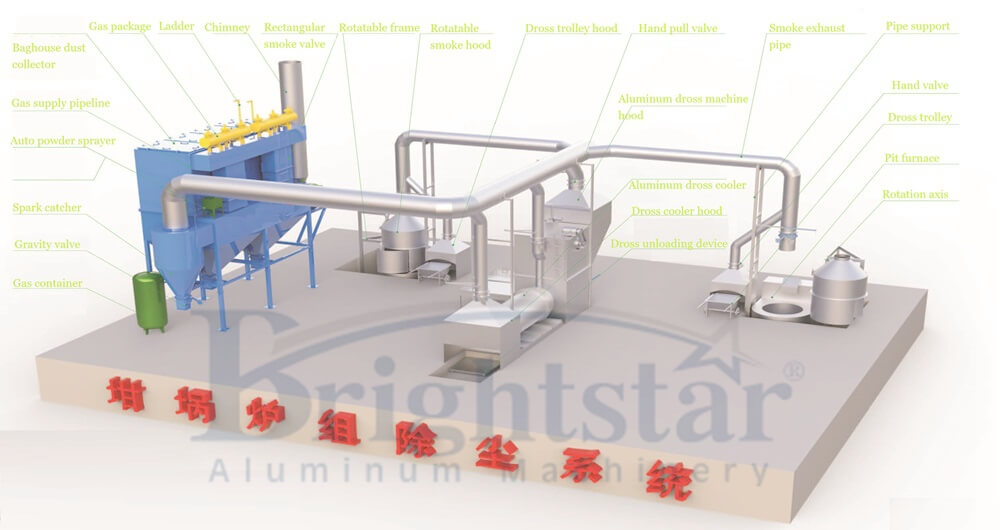
Working Principle
First, the dust-laden gas goes into the gravity cyclone dust collector through the channel, and then the coarse particles directly drop into the cyclone dust collector under the gravity.
Second, the fine particles pass through the cyclone dust collector and go up into the middle and lower box (filter room) with the airflow.
After filtered by the bag, the dust accumulates in the outer surface of the filter bag while the filtered clean gas passes through the bag to the clean gas room, exhaust duct, and then drawn by the exhaust fan to the atmosphere.
When the dust on the surface of the bag increases, the programmer starts to work one by one to open the pulse valve making the compressed air through the nozzle clean the filter bag, at that time the filtering bag suddenly inflates and under the condition of the reverse airflow, the dust attached to the bag quickly fall out of the filter bag into the dust bin, then the dust is discharged from the discharge valve.
Main Composition of Pulse Bag Dust Collector
Container body: upper, medium and lower container and ash bucket;
Coarse particle dust processing: gravity cyclone dust collector;
Filtering and ash cleaning part: cloth bag+pulse-jet;
Pumping-exhaust system: large power induced draft fan and smoke exhaust pipe;
Ash discharging part: vibrator+ash discharge
Control system: PLC micro-computer control cabinet and frequency control box.
The importance of Pulse bag dust collector in aluminium melting workshop
The Pulse bag dust collector plays a critical role in an aluminum melting workshop for several significant reasons:
Environmental Protection:
Reduced air pollution: Aluminum melting processes generate substantial amounts of dust, fumes, and harmful particles.
The filter bags in the pulse bag collector effectively capture these contaminants, preventing them from being released into the atmosphere and contributing to improved air quality.
This adheres to environmental regulations and minimizes the ecological impact of the workshop.
Decreased greenhouse gas emissions: Dust buildup on equipment can lead to increased energy consumption due to reduced efficiency.
By preventing dust accumulation, the pulse bag collector indirectly helps lower greenhouse gas emissions associated with the melting process.
Health and Safety:
Improved worker health: Exposure to aluminum dust and fumes can lead to respiratory problems, lung diseases, and other health complications.
The dust collector significantly reduces worker exposure to these harmful contaminants, creating a safer working environment and potentially reducing healthcare costs associated with occupational hazards.
Enhanced equipment lifespan: Dust buildup can damage machinery and shorten its lifespan.
The dust collector protects equipment from wear and tear caused by dust infiltration, leading to reduced maintenance costs and extended equipment life.
Operational Efficiency:
Increased productivity: Dust accumulation can hinder visibility and disrupt workflow.
The cleaner air quality facilitated by the dust collector improves visibility and work efficiency, potentially leading to increased productivity and output.
Reduced cleaning and maintenance: Without a dust collector, frequent cleaning of workstations and equipment is necessary.
The dust collector significantly reduces the need for cleaning, saving time and labor costs.
Improved product quality: Dust contamination can affect the surface quality of finished aluminum products.
The dust collector ensures cleaner surfaces, potentially leading to better product quality and customer satisfaction.
Resource Recovery:
Aluminum dust recycling: In some cases, the collected dust can be recycled and reused back into the aluminum melting process, minimizing waste and maximizing resource utilization.
This can have both environmental and economic benefits.
Overall, the Pulse bag dust collector is a vital investment for any aluminum melting workshop.
It protects the environment and worker health, enhances operational efficiency and product quality, and potentially offers resource recovery opportunities.
By reducing harmful emissions, creating a safer workplace, and promoting efficient production, the Pulse bag dust collector contributes significantly to the sustainable and responsible operation of an aluminum melting workshop.
Contact us now for the pollution control equipment and total solution for your air cleaning system!









{kind=link}