
Cold shut, aluminium and aluminium alloy billet defect
Cold shut, aluminium and aluminium alloy billet defect
A cold shut is a fault in the surface of a piece of metal caused by two streams of molten metal not joining properly when the piece is being cast.
Definition
The presence of a regular overlap on the billet skin or the formation of an interlayer close to the inner skin.
The appearance of wrinkles or laminated defects on the surface of the billets, or the appearance of metal discontinuity inside the billets, is generally called cold shut.
The outer surface of the cold shut billet is uneven, the layers are not continuous, the cross-section is layered, and there are often defects such as oxide film and associated gas holes in the middle.
According to the form, the cold shut can be divided into two types: fold type and laminated type.
When the casting temperature is low, the film condensate produced by the molten metal surface fails to fuse with the later poured metal, resulting in a fold cold shut.
A laminated cold shut is more common, this is because the static pressure of the molten metal is greater than the surface tension of the metal and the strength of the oxide film. The molten metal breaks through the oxide film and enters the mold wall, but the strong cooling reduces the fluidity of the metal quickly As a result, it cannot be fused with the oxide film shell to form a laminated cold shut.
The cold shut is divided into surface cold shut, subcutaneous cold shut and central cold shut according to different parts of appearance.
Cold shut is one of the common defects of billets, which affects the integrity of the metal surface and internal, and will affect the processing and application. In severe cases, it will cause processing cracks and other surface defects.
Characteristics of cold shut
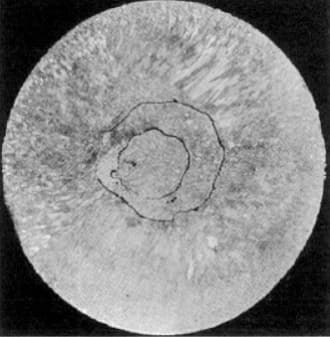
The macroscopic organization is manifested as incompatibility. The macrostructure has obvious stratification, and the layer is concave to form arc-shaped black cracks along the outer surface of the billets.
The cold shut of the microstructure is black cracks, and there are non-metallic inclusions in the cracks. The cold shut can generally be processed by mechanical processing.
Causes of cold shut:
1. The casting speed is slow, the supply of molten metal is small volume, and the edges are easy to solidify. If the supply of molten material is insufficient, it will solidify in advance;
2. The casting temperature is low, the fluidity of the metal melt is not good, and it is easy to solidify near the mold wall;
3. Improper mold taper or mold deformation;
4. The cooling intensity is too large or the cooling is uneven.
Solutions for cold shut:
1. Properly increase the casting speed and casting temperature;
2. Reduce cooling intensity;
3. Choose the mold reasonably and replace the deformed mold in time.
Brightstar Aluminum Machinery provides aluminium dross processing machine, dross cooling machine, single billet cutting system, or multi aluminium billet cutting system for our customers. Not only the machine but also the total solution, turnkey project and package deal!
Get A No-obligation QuoteContact us now to obtain a reliable no-obligation quote on your aluminum project!
More Information I Want To Know
 Aluminium and aluminum alloy billets surface defects: Segregation
Aluminium and aluminum alloy billets surface defects: Segregation- How to identify the quality of casting billets
- Aluminium and aluminum alloy billets surface defects: Cinch marks and pull cracks
- Multi billets aluminium billet cutting machine project in China
- The difference between single billet and multi billets heating oven and its pros and cons
- Multi aluminium billets cutting saw system








